
Fibre Reinforced Polymer (FRP) manufacturing is defined by a range of specialised processes that combine fibre and resin in different ways to create structural composite profiles.
From continuous production methods to highly flexible batch techniques, each process controls fibre placement, resin application and curing in ways that directly influence how the final product performs.
Wagners CFT Lead R&D Engineer, David Bolin and Production Engineer, Alfred Ajak state that pultrusion, pull winding and filament winding each operate differently and that selecting the appropriate process is critical.
“FRP or fibre reinforced polymer is a blend of a fibre and a polymer. When you blend those two materials together and cure them, they form a complementary material which is a stronger material than both of those materials separately,” David Bolin said.
“As a general rule, the fibre is stronger and cheaper and the resin is weaker and more expensive so when you combine those two materials to form the FRP, you get a lot of great properties out of that,” Mr Bolin said.
“FRP is lightweight, high strength and extremely chemically durable. It is resistant to corrosion, never rusts and you get a very long service life because of its extreme durability,” he said.
“More and more these days, we are also getting very strong environmental credentials out of this material as well.”
 Pictured – Fibre Reinforced Polymer (FRP) = blend of a fibre and a polymer.
Pictured – Fibre Reinforced Polymer (FRP) = blend of a fibre and a polymer.
FRP products owe their performance to the directional strength of fibres and the supporting role of the surrounding resin.
“Fibre is strong in one direction and weaker in the other direction which results in the FRP material itself having properties in different directions based upon the fibre position,” David Bolin said.
“The fibre itself is much stronger than the resin and it is also cheaper than the resin itself,” Mr Bolin said.
“The resin or the polymer has two main jobs. The first is to share the load between the fibres so it transfers that stress and that load between the fibres,” he said.
“It also protects the fibres from attack by water, chemicals or anything that the material might see in service.”
Watch ‘It’s What’s Inside That Counts’ for more information on the ingredients that go into Wagners FRP profiles – https://www.youtube.com/watch?v=r_zJAddUOac&t=238s
Pictured – Fibre being pulled in multiple directions to show its strength points.
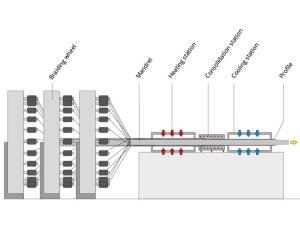
Pultrusion is a continuous manufacturing process that pulls fibre and resin through a heated die to form solid composite profiles.
“Pultrusion was given its name because it is pull and extrusion combined. Where normally with aluminium or plastic extrusion, you are pushing material through a die,” Alfred Ajak said.
“It is continuous glass fibre rovings coming off spools. They get wetted out with resin and then they are pulled through a heated steel die where the heat triggers the resin to cure so it goes in wet and comes out the end as a solid finished product,” Mr Ajak said.
“The key thing is, it does not stop. It is a continuous process where fibre goes in, product comes out, and we cut it to length,” he said.
“It is actually the only continuous process for making fibre reinforced composites, which is why it is a go-to for efficiency and consistency and the lengths you can make are basically limited by what you can fit on a truck bed.”
 Pictured – The pultrusion manufacturing process.
Pictured – The pultrusion manufacturing process.
Pultrusion processes differ mainly in how resin is introduced to the fibres.
“What makes different pultrusion processes different from each other is really about how you get resin into the fibre,” Alfred Ajak said.
“Starting with what is called an open bath. Fibres pass through an open trough of resin before entering the die. It is simple, cheap and works well,” Mr Ajak said.
“The downside is that you have got an open resin on the line so you get fume emissions and the quality depends on the operator,” he said.
“Close injection is essentially the upgrade instead of an open trough. The resin is injected into a sealed chamber around the fibre so it is much cleaner.”
“It is more controlled, you get less waste and you can use modern fast curing resins that would not survive in an open bath. Think of it as the same process but done a little bit better. ”
“Both processes produce the same range of product so flat bars, I beams, channels, hollow sections, all of it. The difference is the process, not the product. Either way, your fibres are mostly running lengthwise strong in the pull direction.”
 Pictured – Open bath (top) and closed injection (bottom) pultrusion.
Pictured – Open bath (top) and closed injection (bottom) pultrusion.
Pull winding builds on traditional pultrusion by adding engineered fibre winding to produce stronger, multi-directional composite profiles in a single continuous process.
“When you need strength in other directions, you go into pull winding,” Alfred Ajak said.
“Pull winding is essentially winding fibres onto the pultrusion process. Before the fibres enter the die, it passes through a set of winders that rotate around the line and they lay additional glass fibre at helical angles onto the longitudinal bunch,” Mr Ajak said.
“You have still got your lengthwise fibres for actual strength, but now you have got fibres spiralling around the profile at engineered angles. The whole combined package enters the injection die this time,” he said.
“It cures in that die and what comes out at the end is a finished product, this time with multi-directional fibre reinforcement in a single pass.”
“So it is taking the cleaner, more controlled closed injection process and adding a winding capability on top.”
“You get the throughput and consistency of pultrusion but with fibre placement that you normally only get from filament winding and that is why it is called pull winding. It literally combines filament winding and standard pultrusion together.”
“The winding angles are again not random. They are engineered per profile and different products get different angles depending on what structural loads that product needs to handle.”
Pictured – The pull winding manufacturing process.
Filament winding is a controlled wrapping process that builds composite parts on a mandrel using resin-saturated fibres and precise mechanical movement.
“Filament winding in contrast is a batch process where a single FRP part is made from start to finish before the cycle restarts,” David Bolin said.
“The key manufacturing difference is that it is a wrapping process with wet fibres being controlled and applied onto a mandrel to cover it and form the part,” Mr Bolin said.
“Fibre comes into the process where it first passes through a wet out bath. This completely saturates the fibre with resin and provides some tensioning of the fibre to improve part quality and strength,” he said.
“To control the wrapping of the fibre onto the mandrel, there is a carriage that moves up and down the mandrel length and we use a combination of the carriage movement and mandrel rotation to control the fibre position onto the mandrel and achieve full coverage.”
“This highlights how filament winding has very high versatility for fibre position and angle than pultrusion or pull winding.”
“The mandrel itself defines the shape of the FRP part being made. It is a physical object that we are going to wrap with fibre and resin so it generally has the same shape as the target FRP part but is made of steel or other durable materials.”
“Because the fibre pattern can be so flexible, it is often programmed in software and sent to the machine.”
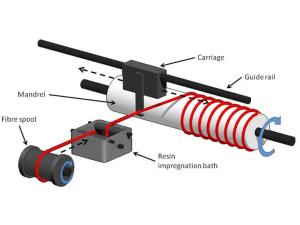
Pictured – The filament winding manufacturing process.
This final stage of filament winding involves repeated carriage movement along the mandrel, followed by curing and removal to complete each part before the cycle restarts.
“Once the fibre reaches the end of the mandrel, the carriage will reverse and move back the other way,” David Bolin said.
“You will complete this movement many times to achieve full coverage and to complete your winding pattern for your FRP part,” Mr Bolin said.
“Following the wet winding process, the mandrel is often either cured in a hot oven or the resin is left to go hard at ambient temperature and then you have to remove your FRP part from that mandrel,” he said.
“You do an extraction process or a removal process and then the mandrel goes back to the start for the wet winding process again. So it is a cyclical process, one part made at a time.”
Pictured – The filament winding carriage winding fibre onto the mandrel.
Filament winding offers flexible fibre control and scalable production of large, complex composite parts.
“Filament winding is chosen as a manufacturing process because the fibre angle placement is highly controllable,” David Bolin said.
“It can make very cross-sectional parts in comparison to pultrusion and pull winding where they are limited to constant cross-section. You can not vary that cross-section along your part length,” Mr Bolin said.
“But in filament winding, because that mandrel and carriage move in that way, you can make parts that have a taper or parts that have a cylindrical end on them or even an elbow or a T-piece,” he said.
“The machines are highly flexible so you can increase mandrel length capacity or you can increase mandrel diameter very easily. That allows you to make very long and large diameter parts, 15 metres plus and 4 metres plus, so very big.”
“The capital cost for the machine and the tooling cost for the parts is quite low compared to say pultrusion or pull winding so it scales very very well for low to medium volume parts and for parts that look like pipes or tubes or cylinders.”
 Pictured – A filament wound pressure tank going into the oven to cure.
Pictured – A filament wound pressure tank going into the oven to cure.
Different FRP processes also vary in the range of shapes they can produce, from highly versatile pultrusion profiles to the more constrained but specialised geometries of pull winding.
“Standard pultrusion, open bath or closed injection, can produce basically anything with a constant cross-section,” Alfred Ajak said.
“So flat bars, solid rods, angles, channels, I beams, cable trays, the whole lot basically. If you can machine a die for it then you can pull through it,” Mr Ajak said.
“Pull winding is more limited in shape. It can do hollow sections, structural circular hollow sections and enclosed profiles but it can not do flat bars or open sections,” he said.
“And the reason is quite simple. Pull winding needs something for the fibre to wind around. There is a mandrel running through the centre of the die and the winders lay fibre on it so the profile has to be hollow or enclosed. You can not wind fibre around a flat bar.”
 Pictured – The various profiles that can be made from pultrusion and pull winding.
Pictured – The various profiles that can be made from pultrusion and pull winding.
Filament winding offers exceptional versatility for producing large, complex cylindrical components.
“Larger diameter pipes and poles can be made with filament winding given how versatile it is,” David Bolin said.
“You can add varying cross-sectional ends to form a cylinder so it is very common in the high pressure cylinder industry,” Mr Bolin said.
“Filament winding can also do even more advanced parts whereby it is winding basically an elbow with fibre,” he said.
“Completely different to what you can do with pultrusion and pull winding.”
“It is a discrete process or a batch process, one part made at a time but they have also made efficiency gains in this area.”
“For instance, the filament winding motion can be multiplied over five parts next to each other, so you could make five pressure tanks in one go.”
 Pictured – Five pressure tanks being filament wound at the same time on the same machine.
Pictured – Five pressure tanks being filament wound at the same time on the same machine.
When sourcing filament wound parts, it is essential to ask the right technical questions to ensure the material, design and curing process meet performance requirements.
“If you are looking at getting supplied some filament wound parts from someone, here are the important questions you should ask,” David Bolin said.
- What resin and glass are they using?
- Are they using any non-functional fillers? Fillers bulk out the product and make it cheaper but also make it a lot weaker
- What sort of fibre volume are they achieving? As we learned, high fibre equals high strength
- Can they provide the layout where the fibre is going? The fibre angle and the placement is important for the part optimisation. Where the strength is in the parts. make sure it matches where you think the loads are going to be
- How are they curing their part? Generally, heat cured systems provide a little bit higher strength, a little bit higher durability versus ambient cured systems

Pictured – Filament winding can produce curved/elbow profiles.
Fibre angle is a critical design factor in composites, directly influencing strength and making processes like filament winding valuable for load-optimised performance.
“A technical aspect important to these production processes is the influence of fibre angle,” David Bolin said.
“When you are pulling on the glass in the 0 degrees direction, you get very high tensile strength but if you go off axis, say 45 degrees, our tensile strength drops down very low, probably about 80 percent drop of the tensile strength off axis,” Mr Bolin said.
“If you pull at 90 degrees, you lose even more so it is very important to have your fibres positioned as best you can in the direction of load for maximum strength,” he said.
“This is where filament winding comes into it because as we have seen, you can put fibre on at a highly varying number of angles and anywhere on the part, so you generally can optimise your part very well for where the loads are going to be.”
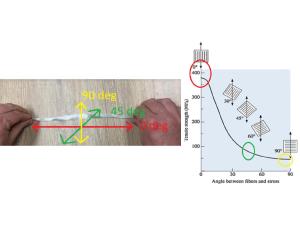
Pictured – A breakdown of the tensile strength as fibres are pulled in various directions.
Glass volume plays a critical role in composite strength, with closed-mould processes like pultrusion and pull winding delivering higher fibre density and stronger parts.
“Another key element is glass volume. Glass is stronger than resin so the more glass we get in, the better,” David Bolin said.
“Pultrusion and pull winding are what we call a closed mould process whereby the wet out fibres are forced through a closed mould where they are compressed by a steel mould,” Mr Bolin said.
“The fibres are pulled through, compressed and consolidated so for a particular part you generally get higher glass volume or higher glass density in a pultruded or pull wound part because you are forcing the fibres through a closed mould,” he said.
“Then you generally get high glass volume and very high part strength with pultrusion and pull winding.”
Pictured – Glass fibres being compacted when pulled through the die.
Standard pultrusion is a fast, reliable process for strong profiles, but limited in handling complex loads.
“Standard pultrusion is your workhorse. It is a continuous process and high speed produces any cross-section that you can machine a die for,” Alfred Ajak said.
“You can make open sections, closed sections, the whole lot. Quality and strength are high. It is proven, reliable and equipment and tooling costs are about middle of the road,” Mr Ajak said.
“The limitation is your glass is running straight, so lengthwise. You are getting good axial strength, but you are relying on the resin for everything else,” he said.
“Pultrusion starts to really struggle at transverse loads and shear loads. Any torsional or twisting on structural sections you will struggle with pultrusion.”
 Pictured – Hollow sections, flat beams and I beams created from pultrusion and pull winding.
Pictured – Hollow sections, flat beams and I beams created from pultrusion and pull winding.
Filament winding trades speed and consistency for flexibility, making it the go-to process for bespoke, complex and highly specialised composite parts.
“The filament winding process is slow in terms of speed and quality and consistency is moderate compared to the other two processes,” Alfred Ajak said.
“Strength and stiffness is also moderate but this is not really a fair comparison because filament winding is not trying to do the same job,” Mr Ajak said.
“Where filament winding shines is agility. It is a batch process so one part at a time, and that is actually the whole point of it. You can make bespoke parts, one-offs, complex geometries, variable wall thickness, tapered sections,” he said.
“If someone comes to you with a specific pressure vessel or a custom pipe that needs a very particular layup, filament winding is how you would do it. It is a specialist tool.”
“Equipment and tooling costs are the lowest of the three. You do not need a pultrusion line or a winder manual. You only need a winder, mandrels, and an oven to get started.”
“Filament winding also goes well beyond pipes and pressure vessels. When you get into aerospace applications with carbon fibre, rocket motor castings, aircraft fuselage components, that is a whole other level.”
 Pictured – Filament winding it the manufacturing process for bespoke, one-off profiles.
Pictured – Filament winding it the manufacturing process for bespoke, one-off profiles.
Pull winding blends efficiency with multidirectional strength, but comes with higher costs and design limits.
“With pull winding, you get the glass direction which is straight plus some angle fibres,” Alfred Ajak said.
“You get a very high glass content, high quality consistency and strength and stiffness as well,” Mr Ajak said.
“It takes the continuous throughput and repeatability of pultrusion and combines it with multidirectional fibre placement you would normally get from filament winding so it is essentially the best of both worlds,” he said.
“However, it has got very high tooling and equipment costs and it is only very limited to constant cross-sections so you are paying premium on the capital side and you are limited to hollow and closed profiles because the winder needs something to wind around. Every profile needs its own die and tooling.”
 Pictured – Circular hollow sections (CHS) made at the Wagners CFT manufacturing facility in Wellcamp, Queensland.
Pictured – Circular hollow sections (CHS) made at the Wagners CFT manufacturing facility in Wellcamp, Queensland.
Choosing the right manufacturing process is critical, as each process delivers distinct structural qualities suited to different applications.
“The way to think about it is standard pultrusion for commodity shapes at volume, filament winding for bespoke and complex one-offs and pull winding when you need structural hollow sections at infrastructure scale with multidirectional performance,” Alfred Ajak said.
“You have got three jobs there and three tools,” Mr Ajak said.
“The process determines the product. The fibre direction, the fibre content, the consistency, the structural capability, all that comes into how it was made,” he said.
“When specifying FRP, be sure to ask the important questions to ensure you are getting the best quality product possible.”
Watch the full webinar ‘Pultrusion, Pull Winding & Filament Winding Explained’ featuring guest speakers, Wagners CFT Lead R&D Technician, David Bolin and Production Engineer, Alfred Ajak here – https://www.youtube.com/watch?v=lM3SXdZ9ReY&t=221s
Read ‘Its What’s Inside That Counts’ here – https://www.wagnerscft.com.au/its-whats-inside-that-counts/
Browse Wagners CFT’s Product Guide here – https://www.wagnerscft.com.au/app/uploads/2024/05/wagners-cft-product-guide-2021-v05-metric-2022-updated.pdf
